金屬切削加工方法精度比較及其在機(jī)床制造中的應(yīng)用
在金屬成形機(jī)床制造中,車、銑、刨、磨、鉆、鏜等切削方法是實(shí)現(xiàn)零件加工的關(guān)鍵技術(shù)。不同加工方法在精度、效率和應(yīng)用范圍上各有特點(diǎn),以下為具體比較:
一、加工精度等級(jí)
- 磨削:精度最高,可達(dá)IT5-IT6級(jí),表面粗糙度Ra 0.1-0.8μm,屬于精加工
- 鏜削:精度次之,可達(dá)IT6-IT7級(jí),主要用于孔系精加工
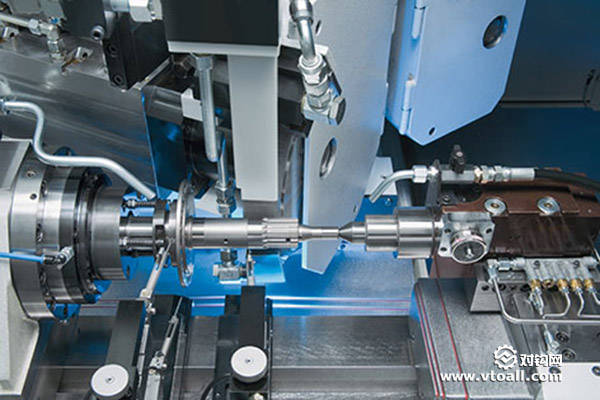
- 車削:精度達(dá)IT7-IT8級(jí),適用于回轉(zhuǎn)體零件加工
- 銑削:精度為IT8-IT9級(jí),適合平面、曲面加工
- 鉆削:精度較低,一般為IT10-IT11級(jí),主要用于粗加工孔
- 刨削:精度相對(duì)最低,約IT11-IT12級(jí),適用于大型平面加工
二、精度影響因素
- 機(jī)床剛性:磨床、鏜床結(jié)構(gòu)剛性最佳
- 刀具系統(tǒng):磨具粒度、鏜刀結(jié)構(gòu)對(duì)精度影響顯著
- 熱變形控制:磨削時(shí)冷卻液系統(tǒng)尤為關(guān)鍵
- 振動(dòng)抑制:精密加工需有效減振措施
三、機(jī)床制造中的應(yīng)用策略
現(xiàn)代金屬成形機(jī)床制造通常采用工序集中的原則:
- 粗加工階段:優(yōu)先選用銑削、鉆削等高效加工方式
- 半精加工:采用車削、銑削達(dá)到中等精度
- 精加工:關(guān)鍵配合面采用磨削,孔系采用鏜削
- 超精加工:特殊要求部位可采用研磨、珩磨等工藝
四、發(fā)展趨勢(shì)
隨著數(shù)控技術(shù)和智能制造的推進(jìn),現(xiàn)代機(jī)床正朝著復(fù)合化方向發(fā)展,如車銑復(fù)合中心可實(shí)現(xiàn)多種加工工藝的集成,有效減少裝夾誤差,提高整體加工精度。在線檢測(cè)與補(bǔ)償技術(shù)的應(yīng)用,使加工精度控制更加精準(zhǔn)可靠。
在金屬成形機(jī)床制造中,應(yīng)根據(jù)零件精度要求合理選擇加工方法,通過(guò)工藝優(yōu)化和設(shè)備升級(jí),不斷提升加工精度和效率。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.cdma0755.cn/product/29.html
更新時(shí)間:2026-06-18 00:31:17